
PIÈCES USINÉES
CAOUTCHOUC■
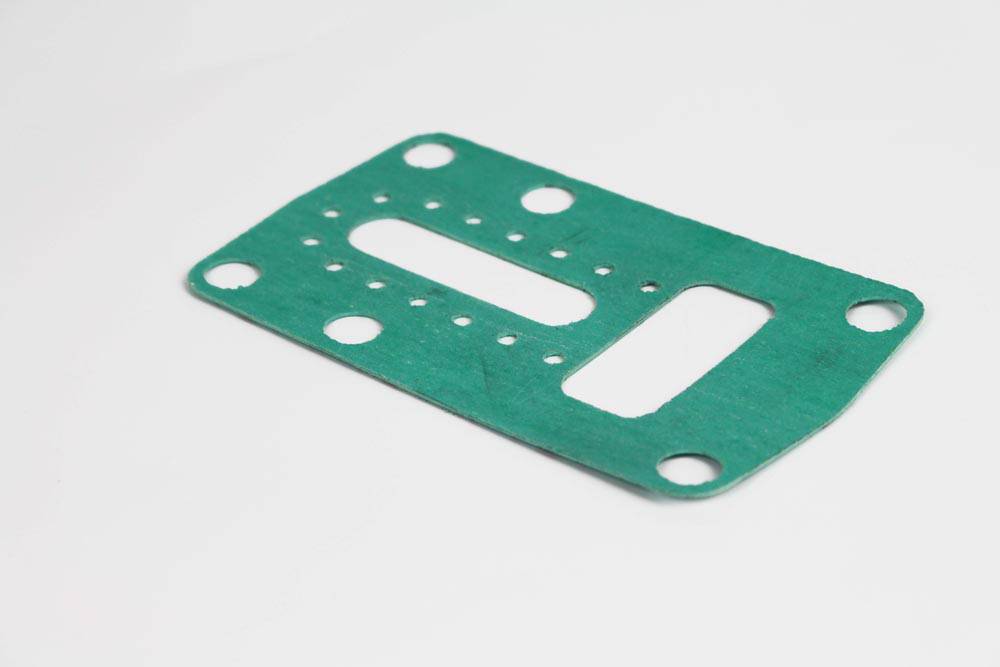
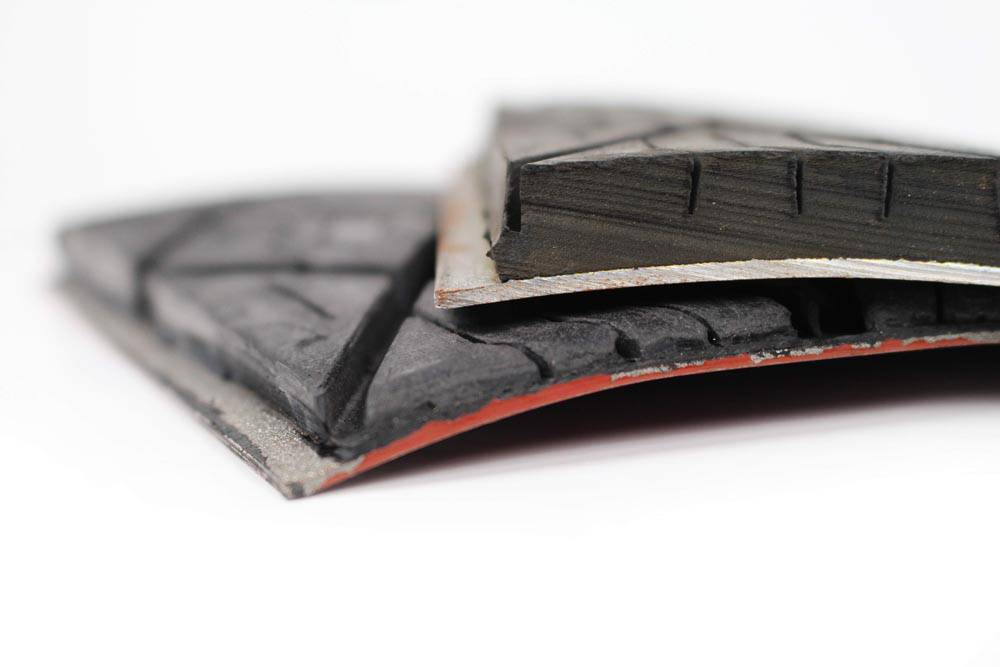
La pièce usinée, contrairement à la pièce moulée, correspond à une pièce taillée dans la masse. Pour ce faire, on part d’un bloc de matière brute de dimensions supérieures à la dimension de la pièce souhaitée et on enlève des copeaux de matière non utiles pour façonner la pièce à la forme voulue. Par rapport au moulage, plutôt destiné aux matériaux souples, l’usinage fonctionne mieux sur les matières dures comme certains élastomères portés à 90° Shore A ou encore le PTFE vierge (Téflon®).
Usinage de pièces en caoutchouc
Grâce à l’évolution des machines-outils numériques, nous sommes aujourd’hui en mesure de proposer des prestations d’usinage sur des matières souples (minimum 60 à 70° Sh.A) à l’aide d’une fraise rotative. Cette fraise pourra :
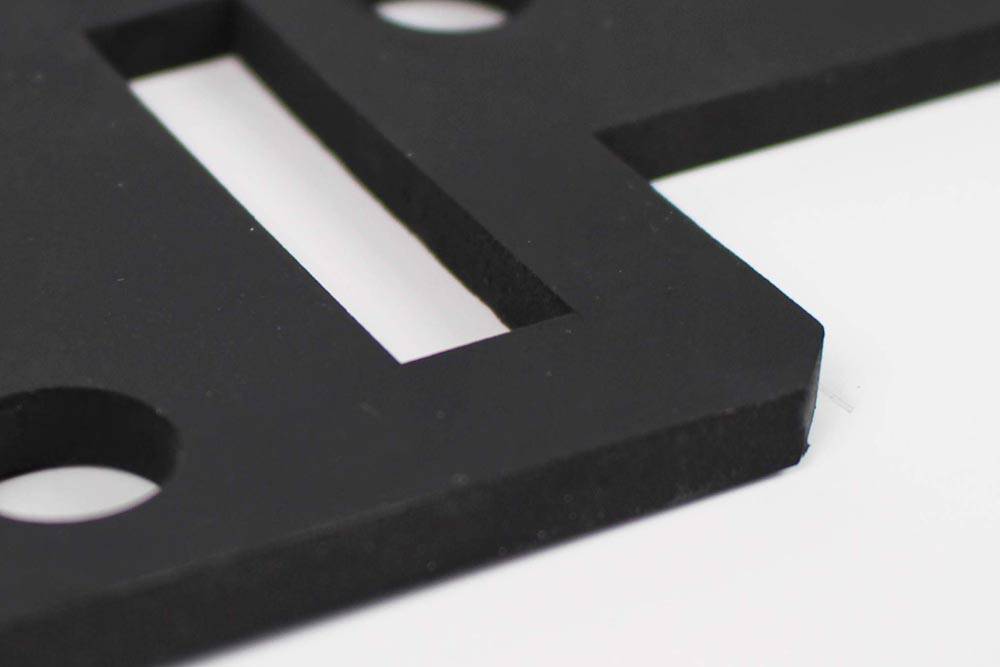
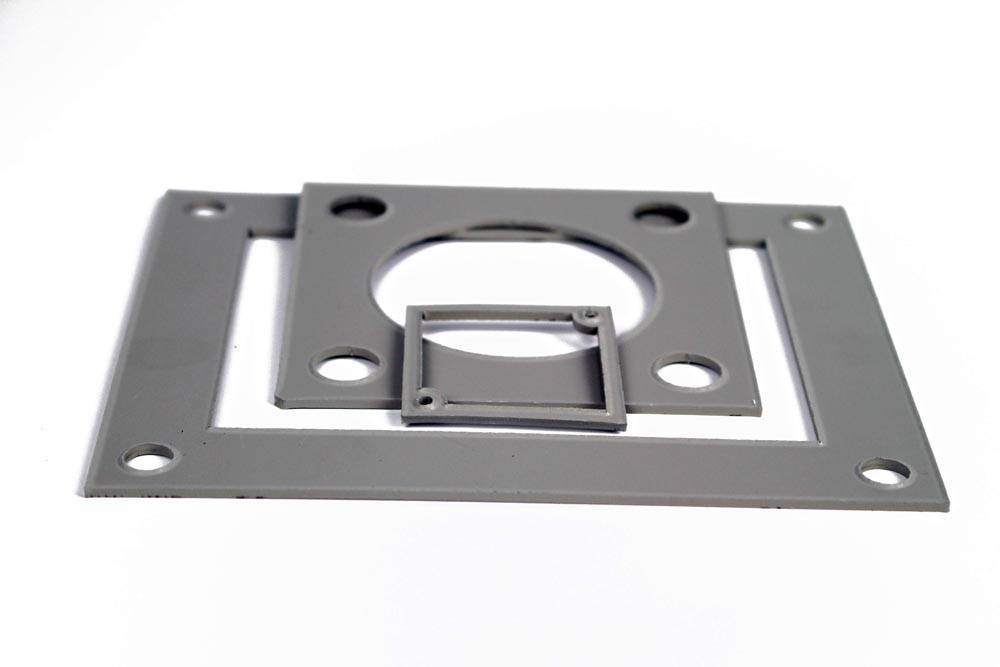
• Être cylindrique pour usiner des poches et des rainures ou simplement percer des trous.
• Être conique, pour obtenir des biseaux/chanfreins
L’usinage est un procédé plutôt long : on creuse dans la matière en effectuant plusieurs passes, souvent concentriques, d’un millimètre (ou moins) de profondeur. La machine permettra d’attaquer la matière uniquement sur une face, la face supérieure (du dessus), il faudra en tenir compte dans l’élaboration des plans.


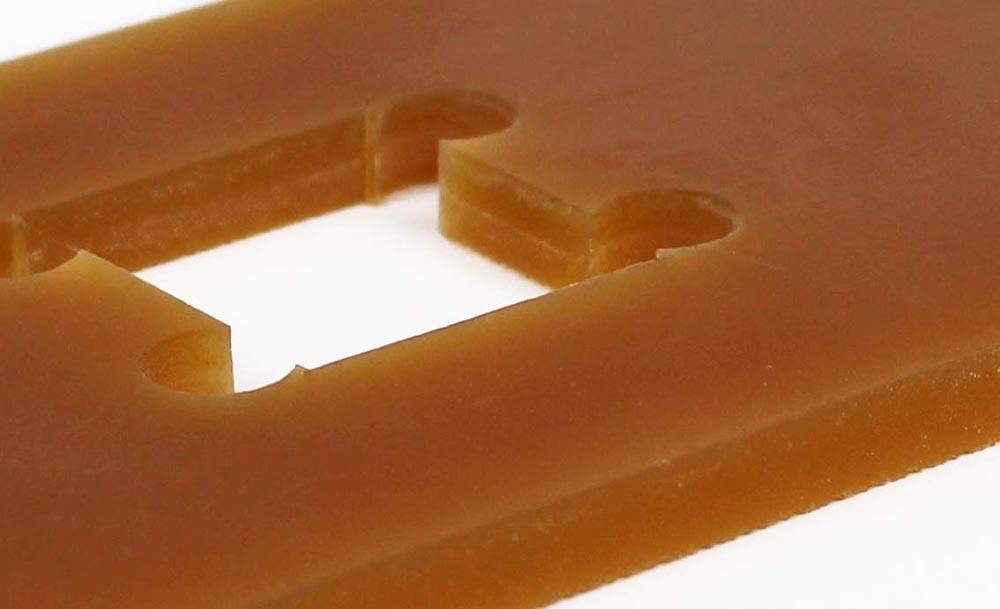
Pièces usinées et résistance à l’abrasion
Les élastomères à usiner ne doivent pas présenter de bonnes résistances à l’abrasion pour obtenir des pièces usinées précises.
Par exemple, le polyuréthane ou le Parablond ne donneront pas de bons résultats, par contre l’EPDM, le Viton® ou encore le Nitrile seront plus adaptés. D’autre part, les élastomères étant souples et élastiques, une épaisseur de 8 ou 10 mm minimum est nécessaire.
Marquage des pièces
Certains clients nous demandent un marquage indélébile pour identifier leurs pièces plus facilement. Pour ce faire, nous utilisons une fraise pour graver la référence sur le dessus de la pièce sur quelques dixièmes de millimètres de profondeur. Ce procédé ne peut être réalisé sur des épaisseurs trop faibles pour éviter de fragiliser la pièce.









Idée
vous avez un projet
une demande de prix
Étude
Indiquez-nous : dimensions, quantités et contraintes
fabrication
nous chiffrons le coût et le délai de votre projet










Documentation■
Nous mettons à votre disposition en téléchargement, notre documentation commerciale complète au format PDF présentant notre activité dans le domaine des joints d’étanchéité :






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}